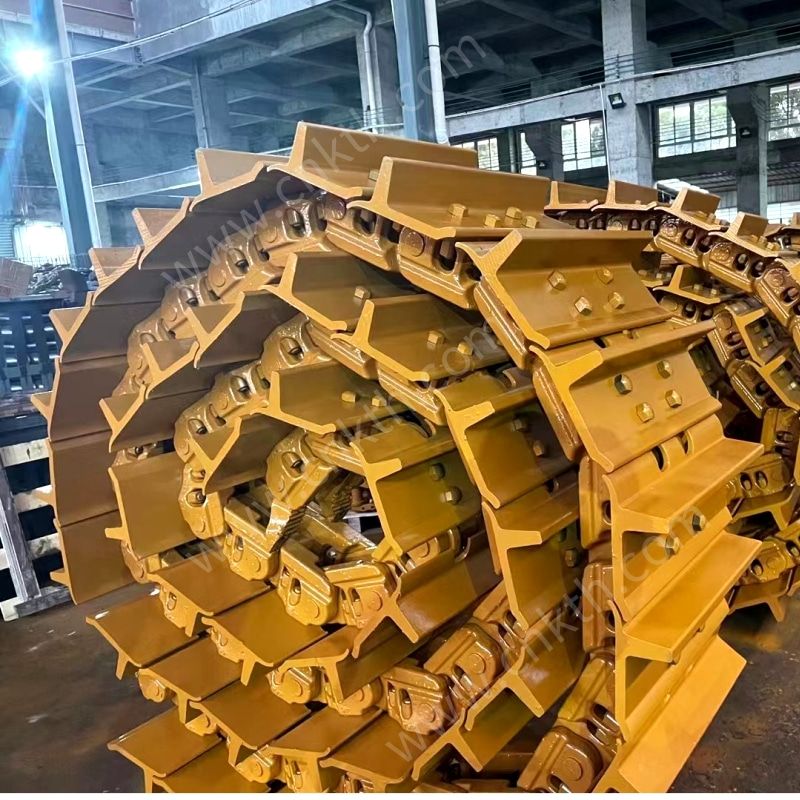
Introducción a los procesos de tratamiento térmico para piezas del tren de rodaje
Dec 29, 2025Al abastecerse de componentes del tren de rodaje, como rodillos de oruga, rodillos portadores, piñones, ruedas guía y enlaces de orugas de excavadoraSeguramente habrá escuchado a los representantes de ventas enfatizar que sus productos están "tratados térmicamente" para lograr una dureza y resistencia al desgaste superiores.
Es posible que te hayas encontrado con términos técnicos como Recocido, normalizado, temple, revenido, frecuencia media, alta frecuencia y temple y revenido (Q+T)Todos estos son procesos de tratamiento térmico vitales, pero ¿cuánto sabe realmente sobre su impacto en el rendimiento de sus equipos?
En metalurgia, el recocido, el normalizado, el temple y el revenido se conocen comúnmente como los "cuatro fuegos". Mediante el control preciso de la temperatura de calentamiento, el tiempo de mantenimiento y la velocidad de enfriamiento, estos procesos modifican la estructura interna del metal para lograr propiedades mecánicas específicas.
El recocido consiste en calentar el acero a una temperatura específica, mantenerla a esa temperatura y luego enfriarlo muy lentamente dentro del horno.
El objetivo: Su propósito principal es "ablandar" el metal. Elimina las tensiones internas derivadas de la fundición o la forja, reduce la dureza y facilita el mecanizado del acero en etapas posteriores.
En el proceso de normalización, el acero se calienta y luego se retira del horno para que se enfríe naturalmente al aire. La velocidad de enfriamiento es ligeramente superior a la del recocido.
El objetivo: Refina los granos internos y garantiza una estructura más uniforme.
Solicitud: En la producción de enlaces de orugas de excavadoraEl acero 35MnB normalmente se somete a un proceso de normalización después del forjado para eliminar los defectos de forja y sentar una base sólida para el temple final.
El temple consiste en calentar el acero a una temperatura de austenización y, a continuación, sumergirlo inmediatamente en agua o aceite para un enfriamiento rápido.
El objetivo: Para aumentar significativamente la dureza y la resistencia del metal. enlaces de orugas de excavadora En la fabricación, este es el paso crítico que confiere a los eslabones de vía 35MnB su superficie de alta dureza.
El inconveniente: El metal templado es como el vidrio: duro pero extremadamente frágil. Sin un tratamiento posterior, la tensión interna es tan alta que puede agrietarse por sí solo. Por lo tanto, al templado casi siempre le sigue un revenido.
El templado es el proceso de "eliminar la fragilidad y aumentar la tenacidad".
El objetivo: Inmediatamente después del temple, la pieza se recalienta a una temperatura más baja y luego se enfría. Esto elimina las tensiones internas, reduce la fragilidad y mejora la tenacidad. La combinación de temple y revenido determina el rendimiento mecánico final de la pieza.
Lo que comúnmente llamamos Q+T (Templado y Revenido) No es un proceso único, sino una combinación de enfriamiento seguido de revenido a alta temperatura. Este dúo permite la enlaces de orugas de excavadora para lograr un equilibrio perfecto entre resistencia y dureza, especialmente en el núcleo del enlace.
Los tratamientos de frecuencia media y alta se conocen técnicamente como Endurecimiento por inducciónSe trata de un tratamiento térmico físico en el que la inducción electromagnética genera una corriente en la superficie de la pieza, provocando un calentamiento instantáneo seguido de un enfriamiento rápido.
La diferencia: Cuanto mayor sea la frecuencia, más concentrada estará la corriente en la superficie, lo que dará como resultado una capa endurecida menos profunda.
Frecuencia alta: Ideal para piezas pequeñas, engranajes pequeños o pasadores donde solo se necesita una capa delgada endurecida.
Frecuencia media: Ofrece una capa endurecida más profunda, lo que la hace ideal para engranajes grandes, bandas de rodadura de rodillos de vía y la superficie del riel. enlaces de orugas de excavadora.

En la producción de alta calidad enlaces de orugas de excavadora Fabricadas a partir de 35MnB, Q+T y la frecuencia media no son opciones excluyentes; son el "dúo dorado".
Q+T (La columna vertebral): Realizado al principio del proceso de fabricación, Q+T garantiza que todo enlaces de orugas de excavadora El bloque no se deformará ni se romperá al ser sometido a decenas de toneladas de tracción y fuertes impactos. Sirve como el "esqueleto" del enlace.
Frecuencia media (La armadura): Después del tratamiento térmico Q+T, se aplica un endurecimiento por inducción de frecuencia media a la superficie del riel, el área que roza constantemente contra los rodillos. Esto proporciona una capa endurecida de 3-7 mm, garantizando que la superficie del riel no se derrumbe ni se desgaste prematuramente, incluso en condiciones arenosas y abrasivas.
En la fabricación de piezas del tren de rodaje para sus excavadoras y bulldozers, estos procesos se suelen utilizar de forma coordinada. Muchos compradores se centran únicamente en el peso de las partes, pero a menudo pasan por alto lo crítico procesos de tratamiento térmico.
Comprender estas técnicas de fabricación le ayudará a elegir enlaces de orugas de excavadora y otros componentes que se adaptan perfectamente a sus condiciones de trabajo específicas, garantizando el máximo tiempo de actividad de la máquina y un menor coste por hora.
DIRECCIÓN : Building 17, Block 9, Section D, 27th Road, Chenghui International Hardware and Electrical City, Xiamei Town, Nan'an City, Quanzhou, Fujian Province
Correo electrónico : info@kthpart.com
chatear :

Continúe leyendo, manténgase informado, suscríbase y le invitamos a que nos cuente lo que piensa.



Derechos de autor
© 2026 Ingeniería de maquinaria Co., Ltd de Quanzhou Futeng Reservados todos los derechos
.
Mapa del sitio
|
Blog
|
Xml
|
política de privacidad
 RED SOPORTADA
RED SOPORTADA
Hi! Click one of our members below to chat on
 Español
Español English
English Русский
Русский Español
Español